
Jared W. Jensen, Paul Eastman, Mechanical Engineering and Jason Hugenroth, Industry Mentor
Scroll compressors are unique in that the working fluid (in most cases, Freon or Puron™) is continuously compressed in an involute wrap. The geometry of the two scrolls is such that the gas is compressed towards the center in progressively smaller chambers as one scroll orbits the other. Before the gas is discharged, the involute returns to an intake state allowing the compressor to compress several “pockets” of refrigerant at the same time.
This unique design results in a unique difficulty. The different compression pockets are at very different pressures. The mechanical motion of the gas is towards the center, but the pressure gradient of the gas in the compression pockets fosters an outward flow. Because of this, even small clearances between the mating faces of the scrolls results in significant back-flow driven by the pressure gradient. This phenomenon is known as “tip leakage” and causes energy efficiency problems by forcing the compressor to recompress any leaked gas. This phenomenon is typically not related to the size of the compressor, but smaller compressors experience more extreme symptoms because the tip leakage accounts for a larger proportion of the throughput capacity of the compressor.
Because of its low average Estimated Energy Efficiency (EER), the SC23 model compressor— one of the smallest manufactured by the sponsor Scroll Technologies—presented the most promise in showing an improvement in EER from processes designed to reduce tip leakage by increasing the quality of the seal between the scroll faces.
After researching the problem, it was decided to explore lapping as a means to improve the quality of the interface between mating scrolls. The lapping process matches two surfaces to each other by means of polishing them against each other in the presence of a fine abrasive, usually suspended in a lubricant to minimize abrasion and prevent removing significant amounts of material from the polished parts.
Preliminary testing was conducted to explore the potential to reduce tip leakage by lapping scroll sets. Very rough, qualitative studies resulted in the conclusion that lapping held promise if it could be controlled. Several variables were identified for manipulation in the pursuit of a viable manufacturing process. Theoretical analysis, research and qualitative tests resulted in some basic conclusions:
- By lapping the scrolls in reverse, the vacuum drawn by the scrolls applied a suction force between them, forcing them together and improving lapping.
- A standard water-soluble garnet-based lapping grit obtained by a predecessor could be used in the process as demonstrated by qualitative results representing the full range of lapping results from under-polished to damaged.
- Control of the process deteriorated dramatically beyond 30 seconds duration or with high grit concentrations. These variables (process duration and grit concentration) were identified as the key process design variables.
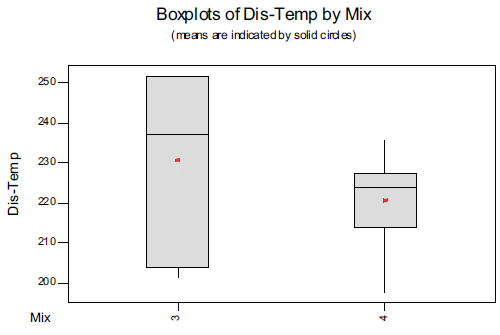
A fractional factorial experiment designed to identify the ideal values of the design variables (lapping duration and grit concentration) indicated that 30 seconds duration would be optimum for control of the process without excessively increasing production time of a scroll set. Two mixtures were selected at .5 tspn grit per fluid oz oil (Mix 3) and .75 tspn grit per fluid oz oil (Mix 4). A full factorial experiment with these two lapping mixtures and a process duration of 30 seconds with 6 replications each produced 12 scroll sets. These scroll sets were installed in compressors on air conditioning test stands so the compressor discharge temperature could be measured. Because increased compressor discharge temperatures indicate a low EER, this test would indirectly gauge the effectiveness of these two lapping processes in improving EER from back-leak by measuring compressor discharge temperature at steady operating conditions.
Though both processes led to improvements, tests with Mix 4 showed greater control over the process with a tighter distribution of discharge temperature after lapping. This is demonstrated in the box plot shown below. T-testing also supported the conclusion that this mix was the reason for improved performance in discharge temperature testing; though some improvements were seen in both categories, Mix 4 demonstrated a significantly stronger correlation to the temperature improvements made by lapping.
The conclusion reached was that Mix 4 demonstrated promise for development as an industrial lapping process that could be used online to improve surface matching between two scrolls. More experimentation would be needed to develop this information into a useful process, but the data supports the hypothesis that lapping is viable in this application.