
Kevin Allen Schwendiman and Drs. Tracy Nelson and Carl Sorenson, Mechanical Engineering
The Welding Institute (TWI) in Cambridge, England invented friction stir welding (FSW) late in 1991. TWI applied in December of that year for worldwide patent protection. The friction stir welding process is simple, energy-efficient and inexpensive relative to other welding methods. FSW can be implemented to make high quality welds with the most versatility – meaning the process can be used in almost all positions. Tensile, fatigue and bending tests have demonstrated that the properties of friction stir welded materials are superior to those made by other welding methods such as fusion or arc welding.
Since its conception, a variety of industries worldwide have invested heavily in its research and development. Microstructural refinement of friction stir welds, a major part of this research, is paramount to increasing the reliability and potential of its many applications. The research in grain refinement within weld microstructures has identified problems with abnormal grain growth. Grain growth is defined as the increase in size of individual grains within the polycrystalline structure of a material. Analysis of weld microstructure (referring to patterns, shapes, sizes, and locations of the grains in a friction stir weld) is critical to the improvement of material processing with FSW.
The effect of variation in tool types and parameters on the weld microstructure of the 7050 and 7475 aluminum alloys was the first goal. The study compared the effects of three tools: fine thread, course thread, and no thread. The second goal was to better understand how heat treatments affected the weld microstructure. The results of both goals showed when and where grain growth initiates and how grain size changes as a function of time and temperature (data taken from subsequent heat treatments). Preliminary machining, cutting, mounting, polishing of the samples and optical microscopy were used in the preparation of the samples for imaging and metallographic analysis. The objective here was to identify how the grain microstructure changes.
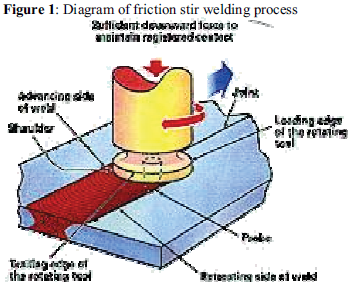
In friction stir welding, the welding tool is rotated along its longitudinal axis in a conventional milling machine and the aluminum workpiece is firmly held in place by surrounding fixtures and clamps (See Figure 1). The pin on the rotating tool heats and plasticizes the aluminum that it contacts. The entire tool is then plunged into the material and welding begins as the sufficiently heated tool and plate are moved relative to one another along the seam between the two plates being welded. The pressure buildup between the shoulder and the material creates a defect-free weld with fine grain structure.
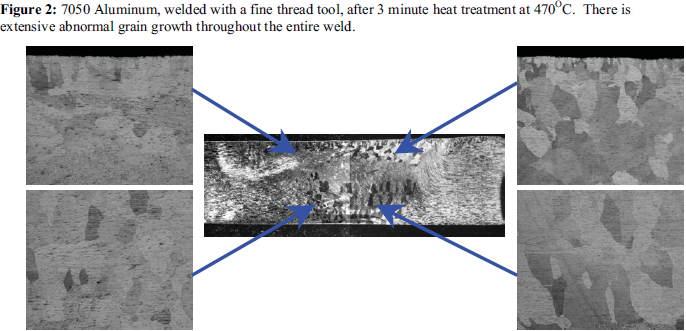
Several intermediate steps were necessary before the microstructures of all the welds could be observed and analyzed under a microscope. ½” cross-sections were cut from the welded plates and heat treated at 470oC. These heat treatments were used at different times to induce changes in the grain structure that might occur for extreme cases during a manufacturing process in industry that would involve forming welded materials. Heat treatment in a salt bath at Rockwell Science Center brought the material up to 470oC much more quickly than a conventional convection furnace. Therefore, the results are even more extreme but have important implications nevertheless. Following heat treatment, the samples were cut further leaving the welded part for mounting in bakelite. The mounted samples were polished and etched according to established metallographic procedures. Optical microscopy produced images for each sample. Figure 2 shows an example of the microscopy analysis in 7050 Aluminum.
In 7050 aluminum, regardless of the thread type, abnormal grain growth set in before 3 minutes of heat treatment. Previous results in a normal furnace showed grain growth between 8 and 10 minutes.
7475 aluminum indicated slight grain growth in the top of the weld after 12 minutes but no abnormal grain growth in the more important, lower regions until after 20 minutes in each of the three thread configurations.
The results in both 7050 and 7475 analyses demonstrate how each microstructure changes over time at the elevated temperature, 470OC. Comparing these results with those from performing heat treatments in normal convection furnaces will be helpful for deciding which manufacturing processes—especially superplastic forming—can be used in these alloys, with the aerospace industry as the main market.