
Robert Thompson and Dr. DAvid Jensen, Civil and Environmental Engineering Department
The purpose of this project was to identify how different winding patterns of composite tow affects the strength of interwoven joints, like those that exist in IsoTruss and other composite lattice structures. Three different winding configurations were analyzed to compare and determine how the pattern of carbon fiber strand layup would affect the strength of the joints on an IsoTruss member.
The research conducted took place in three parts. First, design of longitudinal and helical member layup. Second, manufacturing of IsoTruss joints. Third, testing IsoTruss joints to failure.

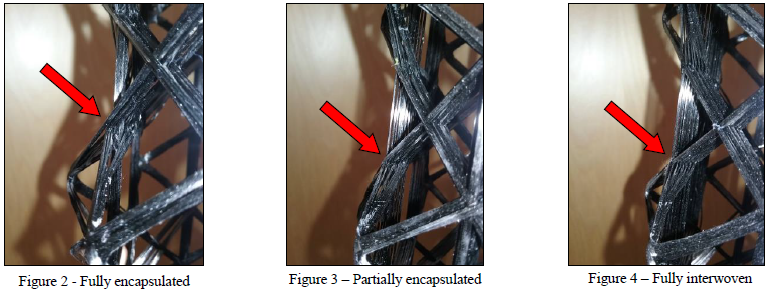
During the design of the longitudinal and helical tow layup, three different designs were determined. The first layup design was a grouping of longitudinal tows fully encapsulated by helical tows (figure 1 and figure 2). The second layup design consisted of half of the longitudinal tows at the core, and the other half of the longitudinal tows interwoven with the helical tows (figure 3). The third layup design was a fully interwoven pattern with the helical tows and longitudinal tows being equally interwoven together (figure 4). Six test specimens of each of the three designs were manufactured for testing. In total, there were 18 test specimens.
Three IsoTruss structures were manufactured using 14 longitudinal members and 8 helical members. Each of the three IsoTruss structures was manufactured using one of the three layup designs. The IsoTruss structures were manufactured using T700SC-12K carbon fiber tow with resin UF3369-100 and a resin content of 32.13%. Six test specimens were cut out from each of the three IsoTruss structures, giving the total test population of 18 specimens with three different configurations. The test specimens were each fitted into steel pucks each with a thickness of 0.5” and a diameter of 1.5”. These pucks were used to facilitate fitting the test specimens into the Instron testing machine and to prevent lateral crushing. Each test specimen was loaded in axial compression and tested until failure; the strain rate for testing was 0.05” per minute.
The results in Table 1 show the average maximum stress for each of the three configurations. σmax1 represents the average maximum stress for the fully encapsulated joint. σmax2 represents the average maximum stress for the partially encapsulated joint. σmax3 represents the average maximum stress for the fully interwoven joint.

The fully encapsulated configuration gave the highest strength when loaded in axial compression. This configuration was predicted to be the highest strength because the axial load would transfer directly through the core of the IsoTruss member which contained 100% of the longitudinal tows. The fully encapsulated member gave a larger cross-sectional area for the load to transfer through. The partially encapsulated joint was predicted to be the second strongest, but results showed that it was the weakest of the three configurations.
There are a few errors that could have occurred during manufacturing and testing. One error that may have occurred during manufacturing is that the consolidation pressure of each joint may have been different because the tows were consolidated by hand. An error that may have impacted the results was that the pucks fitted on each end of the test specimen may not have been perfectly perpendicular to the test sample, thus causing a bending moment during testing which would reduce the maximum stress that the test specimen could sustain.
The fully encapsulated joint gave the highest maximum stress when loaded in axial compression. If IsoTruss structures are being manufactured and used solely to be loaded in axial compression, it is recommended that the winding pattern used is a fully encapsulated joint. To further validate this conclusion, it is recommended that more tests are conducted with a larger sample population to compare the three different layup configurations. To minimize the errors listed above, automated manufacturing should be introduced into the testing process. By using automated manufacturing of the IsoTruss joints, the human error could be eliminated, and an even consolidation pressure could be applied throughout the manufacturing process. When fitting the testing pucks onto each test specimen, it is recommended that a fixture that will enable perpendicular placement of the pucks onto the end of the test specimens are used. From the results, it was found that the fully encapsulated joint is the best option for joints loaded axially in compression.