Brent Zollinger and Dr. Christopher Rotz, Mechanical Engineering
The automobile bumper system—consisting primarily of a decorative fascia, structural cross-beam, and energy absorber—is an ideal candidate for redesign using advanced technology. This report examines a concept that integrates the three main components of the bumper system into one by using high-performance materials. A one-piece, aramid-polyurethane composite bumper system that can be manufactured using the SRIM process offers possible weight reductions, cost reductions, and styling versatility, while maintaining manufacturability.
Requirements for bumper system performance stem from government, the Insurance Institute (IIHS), and industry. The U.S. Government requires that car bumpers protect the vehicle from damage in repeated 2.5-mph impacts. Furthermore, fuel efficiency standards encourage weight reductions. The IIHS performs 5-mph impacts (barrier, angle barrier, and pole) on most vehicles insured domestically 1. Industry desires designs which allow minimal protrusion, greater sweep (frontal curvature), gap-less styling, and wider rail supports 2.
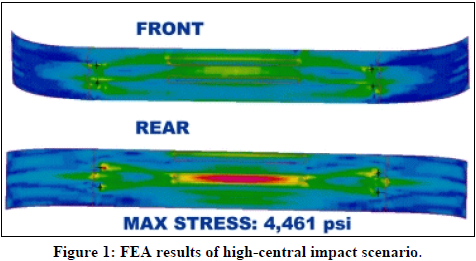
Finite element analysis was used to refine the bumper geometry and to estimate material strength requirements. Assumptions for the FEA attempted to simulate an impact of 5-mph in high central impact. A 2,000 lb force was applied to probable impact zones. The FEA predicted a maximum stress of 4,500 psi in this scenario (fig.1).
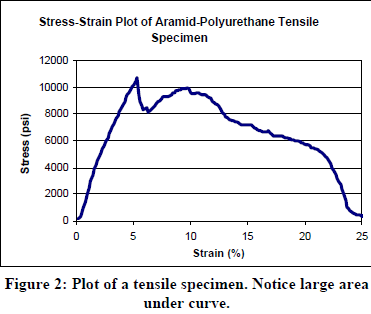
No record of an aramid reinforced polyurethane composite has been documented previously. A panel was made to test for material strength properties. It consisted of five layers of 20 towper- inch, satin-weave, Kevlar fabric and a twopart polyurethane system obtained from Smooth- On, with a 90 shore-A hardness. Since SRIM processing equipment was not available to make the part, it was laid-up by hand. The polyurethane system used is formulated to have a 30 minute pot life. It also is very viscous, resulting in wet-out problems. Even with manufacturing difficulties, test results on the composite were promising. Ultimate tensile strength averaged at 11.7 ksi (560 kPa) and impact energy averaged at 25.4 ft-lb (34.4 Joule). The composite is very tough, retaining tensile strength for a large range of strain (fig. 2).
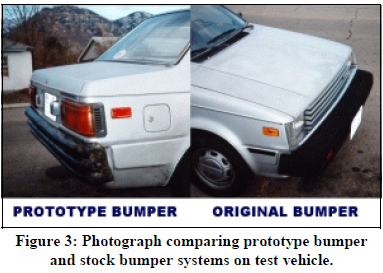
Acknowledging that FEA of composites is often inaccurate, a full-scale prototype was constructed and tested to determine if the concept would perform acceptably. First, a wooden male mold was made, then a female fiberglass mold was created from it. The same materials and methods used to construct the test panel were used to create a prototype in the female mold. Difficulties with wet out and resin control in the sharply contoured mold resulted in a part that contained voids and had a higher resin content in the leading edges of the bumper. Testing was performed on the part by attaching it to a compact car and impacting it at speeds of 1, 3, and 5-mph (fig. 3). The bumper protected the car from damage in the first two collisions, and allowed minor damage in the last collision. These results indicate that the concept would likely pass the Government standard of 2.5-mph, and would score well (only minor damage) in the IIHS 5-mph tests.
Comparing the prototype bumper system with the one it replaced—a hydraulic system produced in the 80’s — showcases the advantages of the prototype (table 1).
Testing indicates that the proposed integrated bumper system is technologically feasible for mass-production. Cost remains uncertain, but in many cases the extra cost of highperformance materials is offset by reductions in processing, assembly, and inventory costs. Further development of the concept, using production processes, materials, and tooling is required to refine the design for production.
References
- Insurance Institute for Highway Safety website. http://www.hwysafety.org. May 1999.
- Rawson J, Grosser M. “Integrated Energy-Management Systems: Market Trends, OEM Needs, & Business Opportunities for the Tier 1 Community.” SAE Technical Document #980110. Feb 1998.
Figures