
Keith Steurer and Dr. Fernando Fonseca, Civil and Environmental Engineering
Composite reinforced plywood can be used in lightweight structures as well as high performance sporting equipment such as skis, skateboards and snowboards. Composite skins are adhered to the wood core to increase the stiffness of the plywood with very little addition in weight. The possibility exists to use a viscoelastic damping layer as the adhesive to increase adhesion strength between the composite skins and the plywood and create passive constrained layer damping in the composite reinforced plywood. This research investigated the damping performance of composite reinforced plywood using a viscoelastic adhesive.
Constrained layer damping is created by isolating a viscoelastic membrane in between two structural layers, for example, a viscoelastic adhesive layer between plywood and a composite skin. As the plywood and composite skin are bent, the viscoelastic membrane shears and turns strain energy to heat energy. When vibrated, the same part will dissipate the vibrational energy to heat, and dampen out the vibrating of the part.
Seventeen samples were tested as part of this research.
• Four carbon fiber reinforced panels without adhesive (undamped)
• Four carbon fiber reinforced panels with viscoelastic adhesive (damped)
• Four fiberglass reinforced panels without adhesive (undamped)
• Four fiberglass reinforced panels with viscoelastic adhesive (damped)
• One control panel without composite reinforcement (undamped)
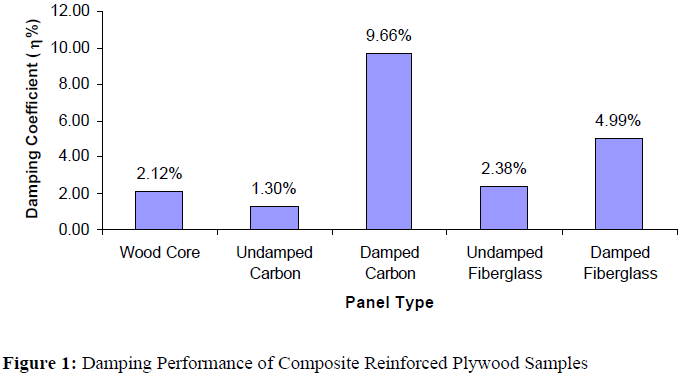
A single layer of Avery Dennison Fas-Tape 1191 UHA viscoelastic adhesive was used between the wood and the prepreg composites before autoclaving. All samples were 0.125-inch thick baltic birch core, and autoclaved at 250E for 2 hours. Final panel dimensions were 4 inches by 24 inches. The samples were tested for damping performance using the half power method for vibrational damping, with the samples suspended in a free-free configuration for the testing. The averaged results are shown graphically in Figure 1.
The control panel had a damping coefficient of 2.12%, relatively low damping. The undamped carbon fiber reinforced panels had an average damping coefficient of 1.30%, lower than the control panel due to a higher stiffness to weight ratio. The damped carbon fiber reinforced panels had an average damping coefficient of 9.66%, an increase in damping of over 600% over the undamped carbon fiber reinforced panels. The undamped fiberglass reinforced panels had an average damping coefficient of 2.38%, slightly higher than the control panel. The damped fiberglass reinforced panels had an average damping coefficient of 4.99%, an increase in damping of 110% over the undamped fiberglass reinforced panels.
Because of the increase in damping, viscoelastic membranes are a good adhesive for composite reinforcing of plywood. An increase in stiffness from the composites as well as an increase in damping from the viscoelastic adhesive combine for stiffer structures with vibration control as well as snappy skis, skateboards and snowboards with a very smooth ride. Further investigation of such techniques can further characterize the materials properties, and allow for further optimized structures.
References
- Olcott, D., 1992, “Improved Damping in Composite Structures Through Stress Coupling, Co-Cured Damping Layers, and Segmented Stiffness Layers, ” PhD., Brigham Young University.
- Biggerstaff, J. M., Kosmatka, J. B., “Damping Performance of Co-Cured Composite Laminates with Embedded Viscoelastic Layers”, Material Science Department, U.C. San Diego, 1998.