David Bishop and Professor Perry Carter, Manufacturing Engineering
Purpose: The purpose of this project was to better understand the sources of variation that influence the shrinkage of wax patterns in investment casting. With a better understanding of the variation, manufacturers will be able to produce parts that have more precise dimensions.
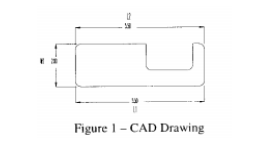
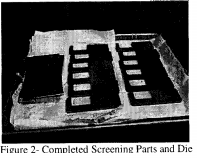
Procedure: For this project, there were several different phases involved. Phase 1: First the die into which the wax would be injected was constructed. The part was designed to have many different dimensions (as seen in Figure 1). It was made out of Aluminum and the pattern was cut on a Wire EDM due to the machine’s high accuracy. The completed die can be seen in Figure 2 below.
Phase 2: A statistical screening design was set up using a Plackett-Burman design and six factors.
Twelve parts were made at the predetermined settings and can be seen in the figure below. Once the
parts were made, they were measured using the new Brown and Sharp coordinate measuring
machine. The measurements were analyzed using Statgraphics Plus in order to determine which of
the six factors should be placed into a full factorial design.
Phase 3: Three factors, the die temperature, wax type, and injection pressure were placed into a full factorial design. Sixteen parts were made according to the statistical design. The parts were then measured using the coordinate measuring machine and the data was inserted into Statgraphics Plus. The analysis showed the single factors that had the largest effect on variation as well as the interactions of these effects.
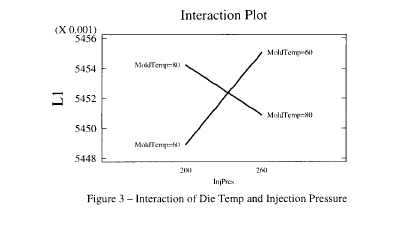
Results and Conclusions: This study of wax shrinkage provided additional evidence that many factors cause variation in the shrinkage of wax parts. Of the factors that were included in the study, the wax type and the interaction between the die temperature and the wax injection pressure produced the greatest effects (This interaction can be seen in Figure 3). In order to compensate more accurately for the shrinkage that takes place in wax patterns, it is necessary to hold these influential factors constant. By decreasing the variation of part shrinkage from these factors, dies can be made with a smaller range of variation, producing more accurate parts.
The experiments performed for this analysis show no advantage for purchasing more costly filled waxes to better compensate for shrinkage. The fact that they need to be agitated may even add variation to the process, making it more difficult to control.
I recommend additional experimentation with better wax temperature control to determine what influence it has on variation. With better temperature control, it would then be possible to know how wax type, injection pressure, and mold temperature interact with temperature of the wax. It would also be possible to determine if any of these factors are statistically significant.