Rodney B. Boynton and Dr. David W. Jensen, Civil and Environmental Engineering
In order to fully explore the capabilities of the IsoTrussÔ Structure in a light weight application it was decided to replace not only the main tubes of a bicycle frame, but the rear tubing as well. Several of the initially proposed steps to this process have been completed and show good sign of meeting the performance requirements necessary of a high end, light weight mountain bike frame.
The most important part of this project has been producing detailed CAD models of each frame component. These components consist of nine welded titanium lugs. Each lug was carefully measured using a Coordinate Measurement Machine enabling measurements to be made with great accuracy. Following this, CAD software was used to duplicate the lugs virtually, and mandrel pieces were designed that would connect each of the nine lugs.
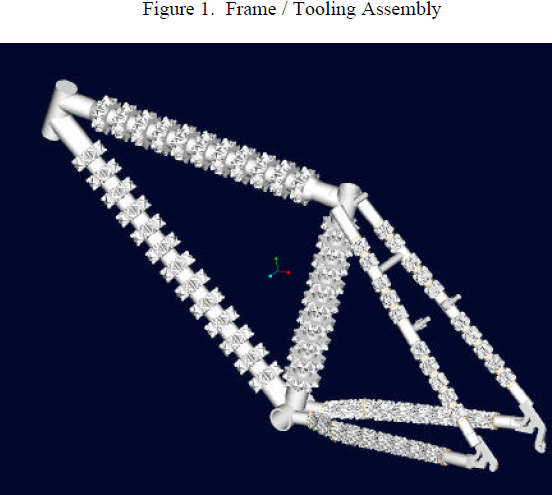
Using the CAD model, it was determined that seven different mandrel pieces would be necessary to complete the frame. See Figure 1. This tooling will be wrapped with carbon fiber, cured, and removed; leaving the structure that will replace the rear tubing members of the bicycle frame. Because each of these seven pieces is different, alternate methods of manufacturing were considered, and a decision made based on the manufacturability and time needed to make each piece. Additional CAD models and mechanical drawings were produced to create these parts. After completion of the CAD design a preliminary analysis was performed on the IsoTrussÔ Structural members that would replace the rear seat stays of the frame. The most likely failure mode in the upper rear section of the frame was determined to be from local crushing of the longitudinal fibers. A second analysis was performed to determine the maximum displacement of the chain stays, or lower rear section of the frame. Due to the inconsistency in cross section of the designed piece it was decided to perform the analysis under the assumptions of a fixed-fixed IsoTrussÔ given a displacement load.
The information attained through this examination will be used to determine how thick the fibers will need to be to ensure a strong yet lightweight frame.
One of the most challenging aspects of the project has been to design how the tooling will be made for each of the individual parts, and what procedure will be used when actually wrapping the final specimens that will be bonded to the lugs. These issues are hoped to be resolved once all of the tooling is manufactured for each truss.
The following timeline is proposed as a revised schedule to finish production of the frame.
Completion Date Task
July 11, 2003…………………………….. Finish Tooling Fabrication
July 18, 2003…………………………….. Wrap / Cure Trusses
July 25, 2003…………………………….. Build Fixture
August 1, 2003…………………………… Assemble Frame
August 8, 2003 …………………………. Finish Testing
Although there have been numerous design and measurement setbacks to the production of the frame I feel they have been educational and necessary for its improvement and final completion. In the end I would like to have produced a quality bicycle frame that will include the highest quality IsoTruss specimens seamlessly incorportated into a strong, lightweight mountain bike frame, competitive with similar high performance mountain bike framesets.