
Sterling Anderson and Dr. Tracy Nelson, Mechanical Engineering
INTRODUCTION
In response to industrial need for a high-strength, weldable, malleable, and corrosion resistant steel the United States Navy developed a high-strength, low-alloy steel known as HSLA 65. Because of its superior mechanical properties and low cost, HSLA 65 is being increasingly used in pipeline, naval, and automotive industries. The important structural role it plays in these industries requires not only that it be weldable, but that, once welded, it maintain specified strength, ductility, and chemical composition values to avoid failure during extreme loading conditions. To achieve these properties, HSLA requires an efficient welding method that will not degrade its strength. Traditional fusion welding techniques used commonly for steel-joining have proven insufficient in this regard as they degrade the steel’s mechanical properties by: 1) causing dramatic phase changes in the microstructure of the existing metal, and 2) changing the metal composition at the joint by adding a filler metal.
In 1991, in a search for a cleaner weld method producing higher-quality welds, a team of researchers at The Welding Institute in Cambridge, England developed a joining process known as friction stir welding (FSW). Because FSW does not cause the severe phase changes common to fusion welding and does not require the addition of a filler material, it can achieve stronger welds with less warping and virtually zero fumes. Since its inception, FSW has found many applications in marine, automotive, rail transpiration industries, and launch vehicles such as the space shuttle and delta rockets. However, applications to date have been limited to lower melting temperature alloys like aluminum and copper.
Given the benefits of FSW in aluminum and copper alloys, similar benefits should also be achievable when the process is applied to high temperature metals such as steels. The objective of this investigation was to characterize the heat input, thermal cycles, and as-weld transverse tensile properties of HSLA 65 steel welded over a range of possible weld parameters.
PROCEDURE
A polycrystalline cubic boron nitride (PCBN) FSW tool with a concave shoulder and step spiral pin tool was used for this investigation. All welds were performed as bead-on-plate. Oxide/millscale was removed prior to welding and the surface of each plate was cleaned with methanol. Plates were rigidly clamped at 102 mm intervals to an anvil and a head tilt angle 2.5o was used. Initial parameter studies were conducted varying the spindle speed from 350 to 550 rotations per minute (RPM), and the travel speed from 76.2 mm/min 177.8 mm/min. Once the process window was established, specific parameters were selected for further tensile and microhardness analysis. The three parameters investigated were 76.2 mm/min – 350 RPM, 177.8 mm/min – 350 RPM, and 177.8 mm/min – 550 RPM.
Six thermal couples were placed on either side of the weld centerline to determine peak temperatures and cooling rates in the weld. These thermal couples began at the edges of the pin and were spaced at one millimeter intervals outward from the pin centerline. To avoid heat transfer inconsistencies between thermocouple holes, 138 mm of weld travel separated thermocouple pairs. Data from these readings were recorded, plotted and analyzed for peak temperatures and cooling rates at each thermocouple location. Post-weld analysis was performed to account for tool deflection during the weld.
Transverse tensile properties were evaluated. Tensile specimens were removed from each weld, milled, and tested according to ASTM E8 Standard.
RESULTS AND DISCUSSION
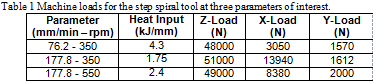
Significant differences in weld thermal cycles and tensile properties were observed over the range of parameters investigated. All welds conducted over the range of process window parameters showed complete consolidation and excellent surface finish. Machine load data showed that Z- and X- loads increase with decreasing heat input. Y-loads depended almost solely on spindle speed, increasing with increasing RPM. Table 1 shows machine loads for the three parameters of interest.
Peak temperatures and cooling rates were calculated from adjusted thermocouple data. The cooling rates reported are the average rates of cooling from 800°C, or the peak temperature if lower than 800°C, to 500°C. Similarly, heat input was also calculated for each of the parameter sets. These results are shown in Table 2. These results show peak temperatures in the HAZ to be higher for welds with greater heat input. Cooling rates appear more dependent on travel speeds, increasing as linear travel speed increases.
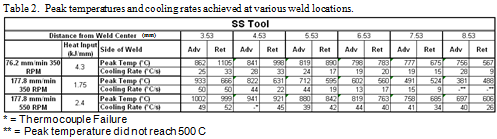
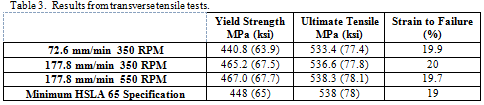
Table 3 shows the results from the transverse weld tensile tests. Specimens failed in the base metal for all three parameters investigated. Tensile, yield, and elongation exceeded that of the base metal, likely due to weld-induced grain refinement and an increase in the volume fraction of Bainitic structures in the weld and HAZ.
CONCLUSIONS
The results of this study suggest that FSW of HSLA 65 steel is feasible. Post-weld tensile properties exceed that of the base metal, likely due to weld-induced grain refinement. Thermal cycle results show that X- and Z-loads decrease with increasing heat input while cooling rates increase with increasing linear travel speed. Further investigation into the impact toughness, microtensile, and microstructure of friction stir welded HSLA 65 is proposed to bring this technology to a level of implementation-readiness.